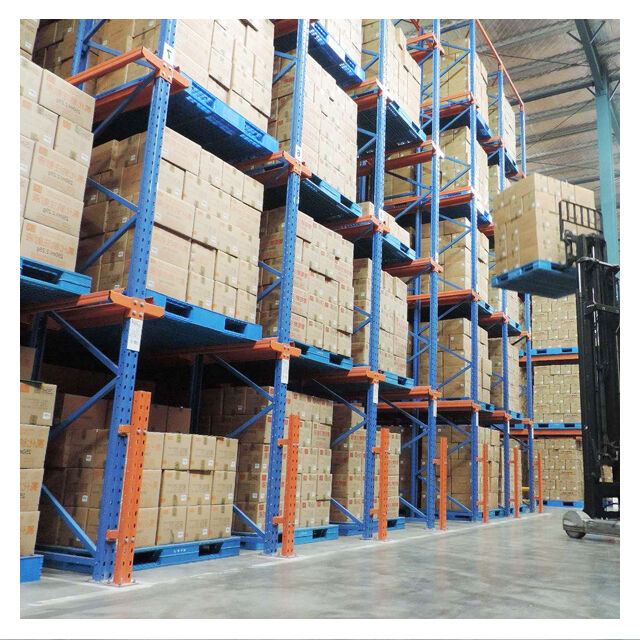
Certified heavy-duty drive-in pallet racking designed for maximum warehouse safety. Anti-collision, anti-rust, overload-proof structure for cold storage & industrial bulk warehousing.
For industrial warehouses, cold chain facilities, manufacturing plants, and high-intensity logistics hubs, storage safety is the top priority that determines operational efficiency and asset security. Ordinary budget racks cannot withstand long-term heavy loads, frequent forklift access, and harsh industrial environments, easily causing deformation, cargo collapse, and workplace accidents.

Our industrial safety drive-in pallet racking is professionally engineered for rigorous industrial scenarios. Different from conventional high-density racks, this series takes structural safety, impact resistance, load stability, and environmental adaptability as the core design standards. Every component complies with international industrial storage codes, delivering a stable, reliable, and risk-free high-bay bulk storage solution for enterprise-level warehouses.
Core Safety & Industrial-Grade Advantages
1. Reinforced Industrial Steel Structure, Overload-Proof & Deformation-Resistant
Built with thickened high-tensile Q235 industrial steel, the overall frame adopts integrated stamping and full welding reinforcement technology. Optimized beam and column force-bearing structure realizes uniform load distribution, effectively solving the common problems of local stress concentration and shelf bending of ordinary drive-in racks.
All finished racks pass strict static load and dynamic impact tests, supporting long-term stable heavy-load storage. No structural deformation or sway even under 24/7 continuous loading, completely eliminating hidden dangers of shelf collapse and cargo falling.

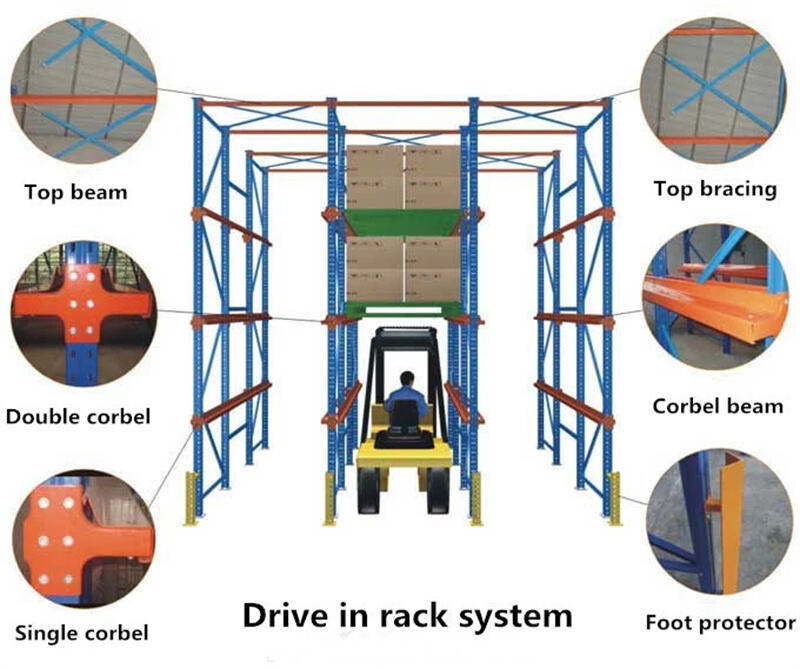
2.Full-Range Anti-Collision Safety Protection System
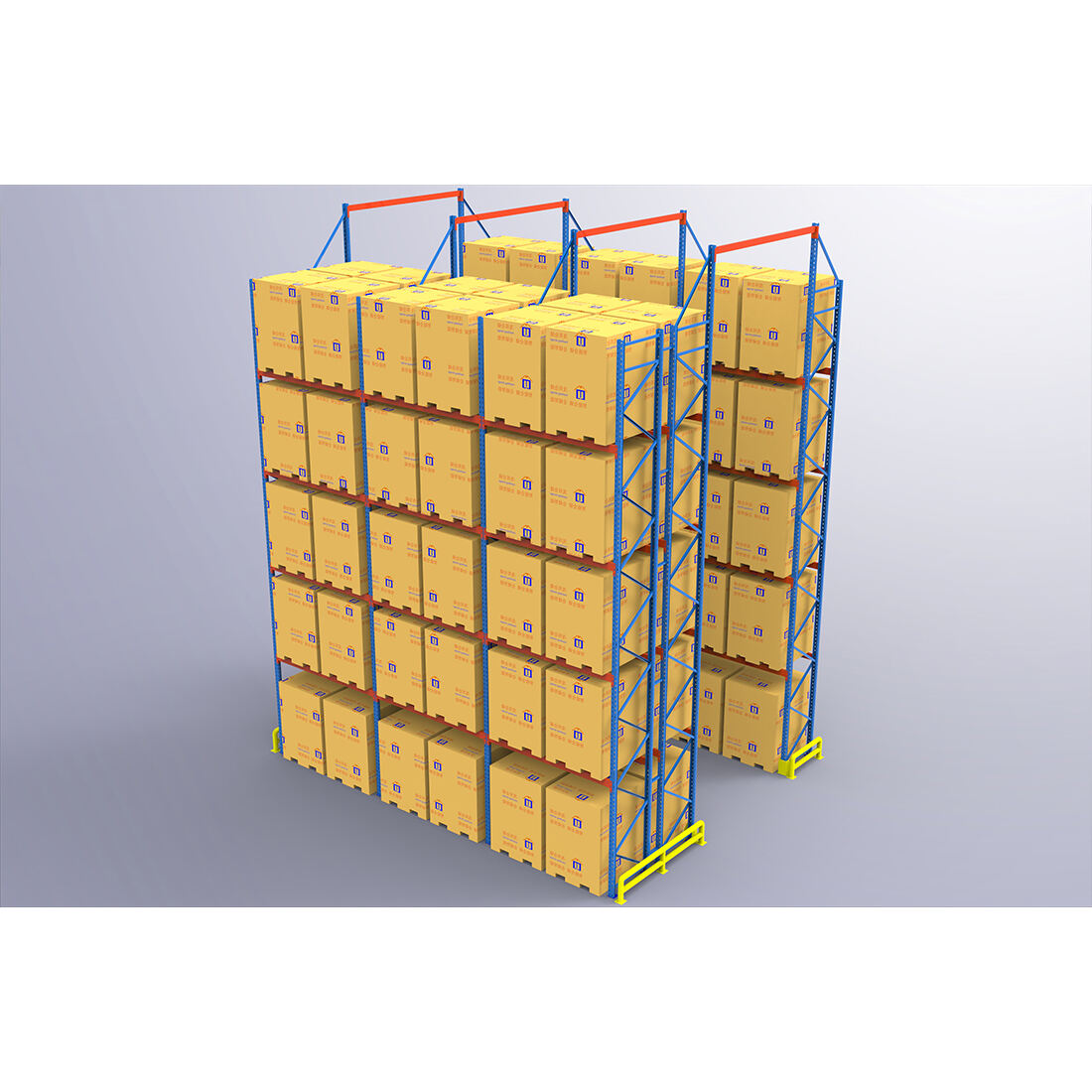
Forklift collision is the main cause of warehouse shelf damage and safety accidents. This industrial drive-in rack is equipped with a complete safety protection accessory system, including column anti-collision guards, bottom reinforcing bracings, pallet limit baffles, and anti-slip support beams.
The thickened collision avoidance accessories buffer external impact force effectively, protecting the main frame from forklift operational damage. The limit design prevents pallet offset and cargo sliding during storage and picking, fully protecting warehouse personnel, handling equipment, and stored goods.
3. Standardized Safety Design & Customized On-Site Adaptation
All structural designs strictly follow international warehouse safety specifications, with scientific aisle spacing, layer height, and load parameter settings to avoid operational risks caused by unreasonable structural design.
We provide one-stop customized safety adaptation according to customers' actual warehouse conditions: adjust rack height, depth, load grade, and accessory configuration matching standard pallets, forklift models, and warehouse space layout. Whether it is high-bay warehouses, ultra-low-temperature cold storage, or high-frequency turnover industrial warehouses, it can achieve 100% on-site fitting and standardized safe operation.

4,High-Density Storage Without Compromising Safety
Retaining the core advantage of drive-in racks for high-density storage, the integrated continuous rack structure saves redundant aisles and increases warehouse storage capacity by 60%–80%. Different from ordinary high-density racks that sacrifice safety for storage space, our industrial version balances storage efficiency and structural stability perfectly, realizing efficient bulk storage of single-SKU goods with zero safety loopholes.

Applicable Industrial Scenarios
Large manufacturing factory warehouses & finished product storage centers
Low-temperature cold storage, frozen food & beverage bulk storage
Chemical, hardware, building materials & heavy industrial goods storage
High-bay stereo warehouses & professional logistics distribution centers
Enterprise warehouses with strict safety management & standardized inspection requirements


Our Safety & Quality Guarantee
We adhere to industrial-grade production standards from raw material selection, precision processing to finished product inspection. All drive-in racks are factory-tested and can provide complete safety test reports, qualification certificates, and engineering installation documents.
With professional engineering design team and standardized installation guidance, we avoid safety risks caused by irregular installation. Global project service experience ensures that every overseas warehouse project can obtain compliant, safe, and long-lasting storage solutions.

Call To Action
Build a safe, standardized, and high-efficiency industrial warehouse system with certified heavy-duty drive-in racking. Avoid warehouse safety accidents and reduce long-term operational risks.
Contact our professional engineering team now to get a customized safety storage solution and accurate quotation!

We provide full set of safety inspection reports, installation drawings and after-sales technical service. From design, production to on-site installation, we strictly control every link.
Rely on our premium drive-in racking to build a safe, standardized and efficient industrial storage system.
Consult our engineer for customized solution | View safety certification

Transform your warehousing logistics operations with Maobang's unbeatable custom storage solutions at factory direct prices. Our expert team will work closely with you every step of the way to ensure your storage space is tailored to your exact needs.
Copyright © Guangzhou Maobang Storage Equipment Co., Ltd. All Rights Reserved - Privacy Policy
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 VI
VI
 TH
TH
 MS
MS
 HMN
HMN
 KM
KM
 LO
LO
 MR
MR
 TA
TA
 MY
MY
 SD
SD