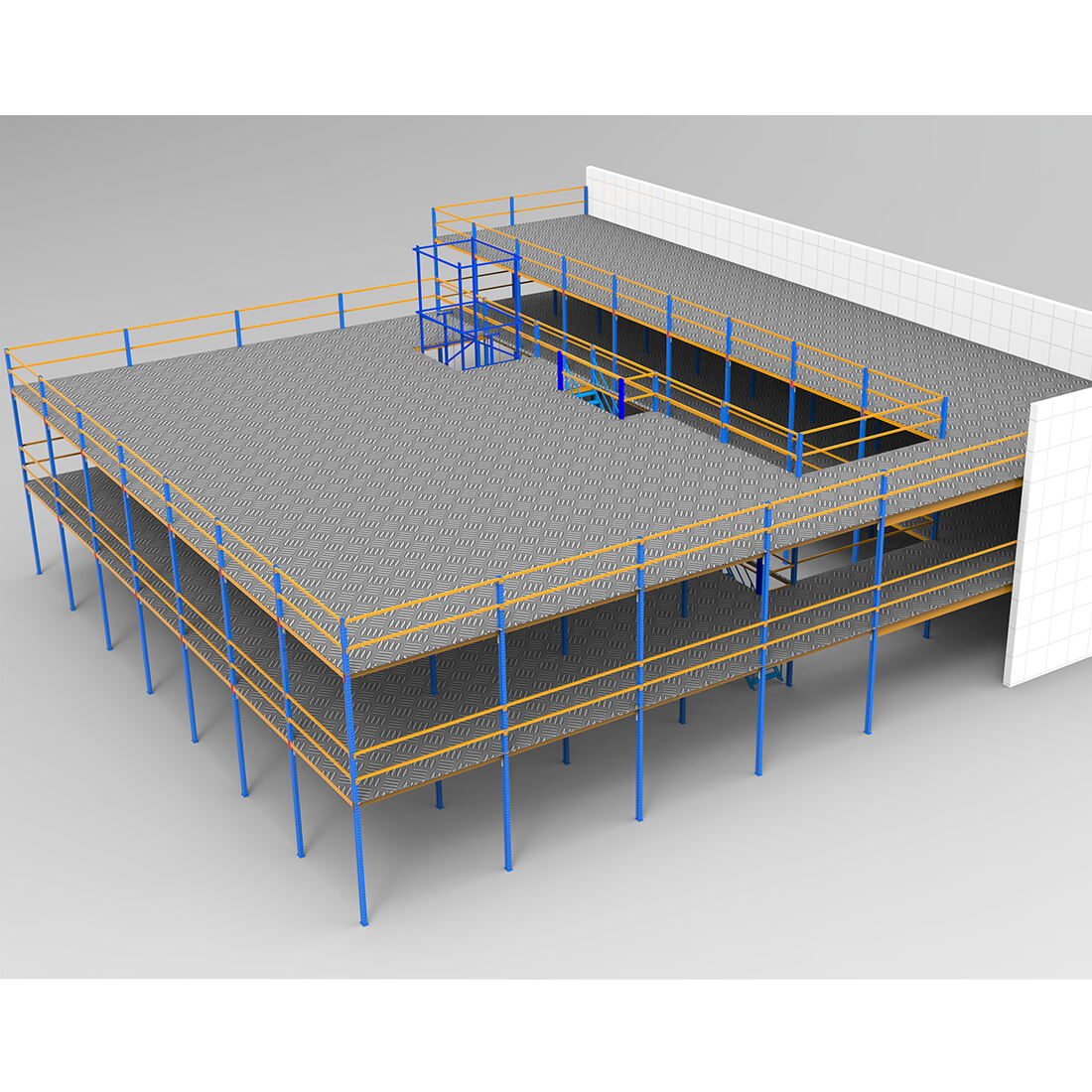
Drive-in rack consists of multiple core components that work together to ensure the system’s stability, safety, and operability. Each component is manufactured to strict industrial standards, meeting the demands of heavy-duty bulk storage.
Maximum Storage Density (Top Core Advantage)
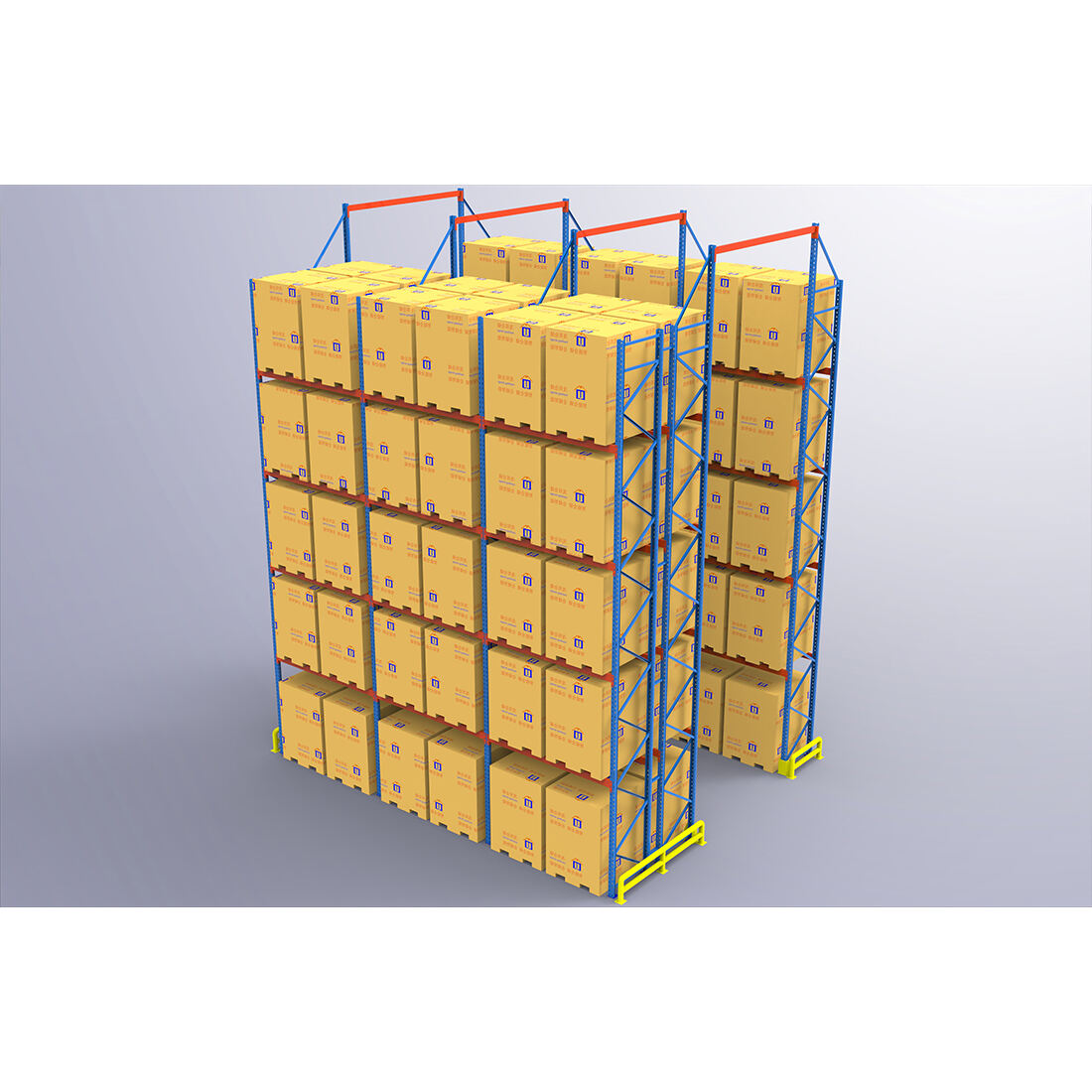
By eliminating 40%-60% of redundant aisle space compared to traditional selective racking, drive-in rack fully utilizes a warehouse’s horizontal and vertical space. For the same warehouse area, it can store 60%-80% more pallets, significantly boosting space efficiency. This is particularly critical for urban warehouses with high land rents or limited expansion potential, helping businesses cut substantial rental and land expenses.

Flexible Operation & Wide Compatibility
Offering two configurable modes: Drive-in (single-sided, LIFO) for closed-end storage lanes, suitable for non-perishable bulk goods; and Drive-through (double-sided, FIFO) for through-type lanes, ideal for perishables, cold chain products, or items needing batch rotation. It is fully compatible with standard counterbalance forklifts and reach trucks—no special lifting equipment required—reducing equipment investment and operational complexity.

Common General Parameters (Applicable to All 5 Models)
- Material: High-strength cold-rolled Q235B steel (columns: 2.0-3.0mm, rails: 1.5-2.5mm, braces: 1.2-2.0mm)
- Forklift Passage Width: ≥2.4m (compatible with standard counterbalance forklifts and reach trucks)
- Working Temperature: -30℃ to 40℃ (galvanized models can withstand -30℃ low temperatures)
- Installation Method: Modular bolt assembly (no on-site welding), easy to disassemble and expand
- Service Life: 3-5 years (varies based on usage environment and maintenance)
- Quality Certification: ISO9001, CE, SGS

Transform your warehousing logistics operations with Maobang's unbeatable custom storage solutions at factory direct prices. Our expert team will work closely with you every step of the way to ensure your storage space is tailored to your exact needs.
Copyright © Guangzhou Maobang Storage Equipment Co., Ltd. All Rights Reserved - Privacy Policy
 EN
EN
 AR
AR
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 VI
VI
 TH
TH
 MS
MS
 HMN
HMN
 KM
KM
 LO
LO
 MR
MR
 TA
TA
 MY
MY
 SD
SD